Are the recovered materials ready to be used in new PEM?
Go deepen the material quality assessment and material recycling with Christine Nayoze-Coynel, CEA
A crucial step of the PEM fuel cells recovery process is the quality characterization of the materials. Main objective is following-up the extraction and recovery of the critical raw materials, in specific Platinum and Ionomer from the MEA (membrane electrode assembly), to assess their quality and potential reuse for new MEA manufacturing in a closed-loop scenario in the PEMFC application. Here, the CEA plays an important role thanks to its experience in research and innovation in the Energy field.
In this interview, Christine Nayoze-Coynel, Engineer at the CEA, explains us its current work in BEST4Hy and gives some interesting updates about the activity.
First of all, which kind of processes is the CEA performing to assess the quality of the recovered materials from PEM fuel cells?
The quality assessment of the recovered material is performed in two main steps: a first characterization of the Platinum salt (ammonium hexachloroplatinate (NH4)2PtCl6) directly recovered from the aged PEM fuel cells by Hensel Recycling and a second characterization of the catalyst synthetized from the recycled Pt salts, composed by Pt nanoparticles deposited on carbon supports. The characterization allows to analyze chemical and physical properties of the recovered material and to assess their validity in term of quality and performances, complying specific benchmarks for future reuse in new MEA for PEM fuel cells.
More in details, the characterisation of the Pt salt quality was performed using XRD (X-Ray Diffraction) and XRF (X-Ray Fluorescence) measurements to analysis its chemical composition. From one side, the results confirm a good crystallinity of the (NH4)2PtCl6 compound. From the other side, in addition to the expected peaks of Pt and Cl, some impurities have been detected, such as Fe, Co and Cr. Deeper analysis, like the TGA (Thermo Gravimetric Analysis), have shown the presence of impurities and different composition from the recovered Pt salt compared to the commercial one. Nevertheless, these impurities are in form of traces, so that they do not affect the final quality of the entire recovered salt, but give us the opportunity to apply a pre-selection of the type of salt to be used for the catalyst synthesis. Moreover, the impurities presence can be explained with the hypothesis of environmental interactions between the stack operation and its surrounding, causing degradation reactions in more aged MEAs.
Likewise, the catalyst (Pt/C) synthetized using recycled Pt salts, needs a physical, electrochemical and microstructural characterization. All the measurements performed follow the go-no go method in each stage: as first step, we characterize the catalyst composition, checking presence and size of Pt and C elements using a XRD technique. For instance, the mean Pt crystallite size must be between 3 nm and 4 nm. In a second stage, we quantify the Pt deposited onto the C in order to comply with the final target set at >30% wt, using UV spectroscopy. Currently we have reached up to 43% of Pt deposition and Pt crystallites size between 3 and 4.25 nm. Then, the electrochemical activity toward the Oxygen Reduction Reaction (ORR) of the recycled catalysts is assed and compared to commercial Pt/C catalyst. Finally, the microstructure of the catalyst is controlled using TEM (Transmission Electron Microscopy) since Pt distribution onto the carbon is also an important element to check the effectiveness of the Platinum deposition.
All those characterization parameters allow us to select the best performing catalyst, thus the synthesis method for Pt/C catalyst to be re-introduced in new MEAs.
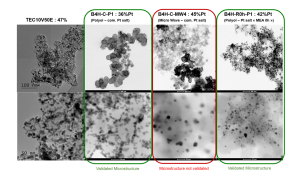
TEM pictures showing the microstructure of synthetized Pt/C catalyst with polyol reduction synthesis (green line), with micro-wave assisted polyol reduction synthesis (red line), compared to the reference commercial catalyst (TEC10V50E TKK)
Which kind of parameters affect more the quality results of the recovered materials? And what about the eventual reuse for new PEM manufacturing?
As said, several parameters can affect the good quality of the final catalyst obtained: synthesis method and its process parameters, as well as the quality of Pt salt used (presence of impurities), in our case a recycled Pt salt.
Indeed, for the synthesis, some parameters are crucial to be controlled as the time and the dispersion process of the components during the impregnation step or during the reduction step that can affect the size of the Pt crystallites. Moreover, the quality of the catalyst ink integrating the recycled catalyst must be adapted with the deposition process used as well as the ratio of the different components (catalyst, ionomer, solvents), to ensure a good quality of the electrode and some good performances in PEMFC.
For the moment, the presence of the impurities into the recycled Pt salt is not a limiting factor and the impurities do not even affect the final performance of the catalyst in such a small amount.
The polyol reduction synthesis is the best method so far: the catalyst obtained shows interesting characteristics to be further evaluated in the MEAs. We have already tested it on the cathode side in a 25 cm² single cell, obtaining 84% of the performance compared to the reference MEA at 1 A/cm² and in EKPO test conditions, exceeding the project’s target fixed at 80%.
How can the fuel cell’s design influence the future recycling of a PEM?
The recovery and recycling of fuel cells are strictly linked with the previous steps of use and manufacturing: operating conditions and performances, components, materials and the specific design can affect the overall system, therefore also the materials at their end-of-life. From our experiments, it is evident one of the most important parameters is the impurities in aged MEA. We suppose their presence can be linked to the bipolar plate composition, the sub-gasket and the gaskets, but also components, like the coolant and the global system during operation especially in long-term conditions. At this stage, it is very important to collaborate with EKPO, as PEM fuel cells supplier, because they can really give more inputs to understand the origin of the impurities and take action to reduce them and their related risks.
What are the final steps to conclude the characterisation activity?
We are now approaching the scaling-up phase for the synthesis, aiming to synthetize batches of 4 grams of catalyst to have an effective process and final performing product. Another objective is also to improve the catalyst ink formulation including the recycled catalyst, on the anode and the cathode side. Based on these preliminary data at laboratory, we can say there are further data to explore, but also enough elements for a successful scale-up of the process and good performances of MEAs integrating recycled catalyst.
 https://best4hy-project.eu/wp-content/uploads/2023/12/FINAL-EVENT-PIC.png
600
800
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-12-20 12:59:552023-12-20 13:06:58BEST4Hy Closes the loop: final event and achievements on the End-of-life hydrogen fuel cells recycling project
https://best4hy-project.eu/wp-content/uploads/2023/12/FINAL-EVENT-PIC.png
600
800
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-12-20 12:59:552023-12-20 13:06:58BEST4Hy Closes the loop: final event and achievements on the End-of-life hydrogen fuel cells recycling project https://best4hy-project.eu/wp-content/uploads/2023/12/mat-1.png
648
1152
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-12-07 17:44:232023-12-07 17:54:32BEST4Hy in Mat Environnement Magazine
https://best4hy-project.eu/wp-content/uploads/2023/12/mat-1.png
648
1152
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-12-07 17:44:232023-12-07 17:54:32BEST4Hy in Mat Environnement Magazine https://best4hy-project.eu/wp-content/uploads/2023/11/CleanH2Monitoring.png
993
1401
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-11-22 14:57:182023-11-22 14:58:02Clean H2 Monitor 2023
https://best4hy-project.eu/wp-content/uploads/2023/11/CleanH2Monitoring.png
993
1401
monica
https://best4hy-project.eu/wp-content/uploads/2021/04/LOGO.png
monica2023-11-22 14:57:182023-11-22 14:58:02Clean H2 Monitor 2023
This project has received funding from the Fuel Cells and Hydrogen 2 Joint Undertaking (now Clean Hydrogen Partnership) under Grant Agreement No 101007216. This Joint Undertaking receives support from the European Union’s Horizon 2020 Research and Innovation program, Hydrogen Europe and Hydrogen Europe Research.
© 2022 All rights reserved. PI 07154400019 Privacy and Cookie Policy

 Talking about BEST4Hy at the ICACC2023
Talking about BEST4Hy at the ICACC2023